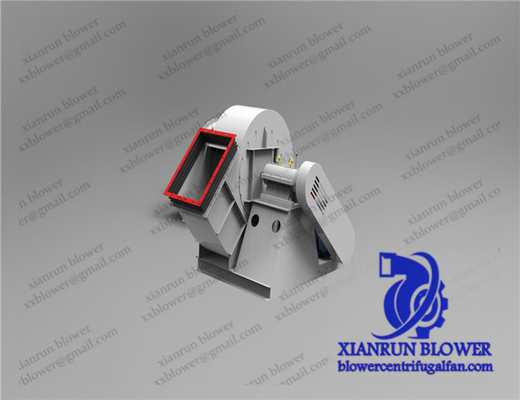
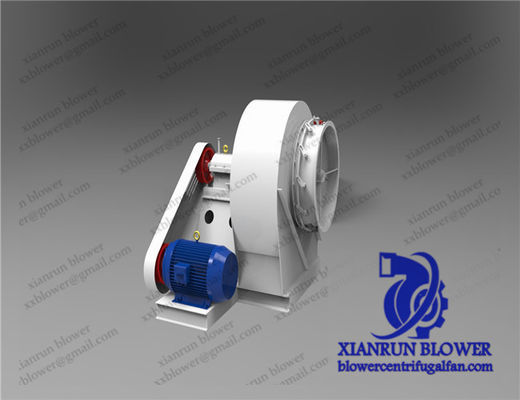
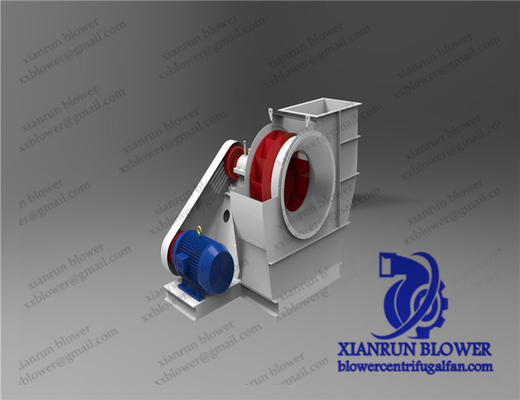
Центробежные вентиляторы и вентилятора высокой эффективности воздуходувки воздуха давления воздуходувок вентилятор выпускного короба вентилятора воздуходувки высокого промышленный
Чистка, разборка и собрание центробежного нагнетателя соотвествуют следующие:
1. Все части и вспомогательное оборудование должны быть очищенные чистыми, и антиржавейный тавот совместной поверхности должен быть покрыт со смазывая слоем для того чтобы защитить его (за исключением особенных требований);
2. Вертикальная центральная разделенная поверхность кожуха не должна извлечься и очиститься (машина со структурой цилиндра будет снабжена согласно обеспечениям документов оборудования технических). Отражетель, прибор рефлюкса и коробка подшипника не могут извлечься во время чистки;
3. масляный насос, фильтр, маслянный охладитель и предохранительный клапан в системе смазки и герметизируя системе должны извлечься и очиститься. За исключением маслянного охладителя, свой наклон не может быть испытан отдельно.
прибор газа 4.The регулируя и система газового охлаждения должны быть демонтированы и помыты, и обработку давления можно вообще испытывать; Если особенные требования, то тест закрепленности должен быть унесен согласно обеспечениям документов оборудования технических.
Центробежный нагнетатель для обнаружения мирного времени, должен соотвествовать следующие:
Во-первых, когда блок непосредственного отношения найден, продольный уровень должен быть измерен на оси, и уровень не должен превысить 0.03/1000; Горизонтальный уровень должен быть измерен на поверхности кожуха, и уровень не должен превысить 0.1/1000;
2. Когда блок с акселератором найден, вертикальный уровень измерен на шеи вала, и уровень не должен превысить 0.02/1000; Горизонтальный уровень должен быть измерен на горизонтальной средней поверхности более низкого кожуха (см. диаграмму V-2.1), и на уровне не не должно превысить 0.1/1000; Выравнивание всего блока вообще основано на акселераторе. Статья 32 при установке основания или всего блока, следующие будут должны быть соотвествованы: Во-первых, пары склонного утюга пусковой площадки должны быть выбраны согласно размеру блока. Для блока со скоростью больше чем 3000 RPM, площадь контакта между каждым утюгом пусковой площадки, между утюгом пусковой площадки и учреждением и основанием не должна быть чем 70% из совместной поверхности, и местный зазор не должен быть больше чем 0,05 mm; Во-вторых, каждая группа в составе утюг пусковой площадки должна быть помещена в группах после выбора, и отмечена для предотвращения запутанности;
Iii. Если основание составлено нескольких частей, то положение анкерных болтов как кожух и гнездо подшипника должно быть проверено согласно обеспечениям документов оборудования технических.
Iv. Зазор между ключом проводника (горизонтальным плоским ключевым или вертикальным плоским ключом) на основании и теле должен быть равномерен и исполнять с обеспечениями документов оборудования технических. Если не определенный, взаимодействие в шпоночном соединении собрания должно быть 0,01, то | 0,02 mm; В соответствуя сползая шпоночном соединении, субординационное C1+C2 зазора между 2 сторонами должно быть 0.04-0.08 mm, верхний зазор c должен быть 0.5-1.0 mm, и потайной винт 0.3-0.5 mm под здоровым A.
Когда гнездо под подшипник и более низкий кожух будут установлены на основании, следующие будут соотвествованы:
1. Для блока с гнездом под подшипник и более низкого кожуха как целый, низкая - половина тела должна быть установлена на основание, и в то же время, нося отверстие использовано за основа для выравнивать (блок с темпами роста вообще основан на темпах роста для вышеуказанной работы);
Во-вторых, гнездо подшипника и более низкий кожух нет одного из блоков, гнездо подшипника должно быть установлено на основание, в то же время, нося отверстие использовано как отметка уровня для выравнивать, и исправлена различная осевая степень более низкого кожуха и линии оси шпинделя (блок с акселератором вообще основан на акселераторе для вышеуказанной работы);
Iii. Болты соединяя гнездо подшипника с ключом проводника или челюсть анкера на более низком кожухе с основанием должны быть исправлены правильно. Зазор между болтом и отверстием винта и зазором между гайкой и рамкой должен исполнить с обеспечениями документов оборудования технических.
4, между гнездом подшипника и основанием, или между челюстью анкера более низкого кожуха, гнездо подшипника и основание, должны быть плотно прилегающе, перед затягивать болт, проверяют местный зазор с затвором, и блок со скоростью не больше чем 3000 RPM нет больше чем 0,05 mm, и блок со скоростью более высокой чем 3000 RPM нет больше чем 0,04 mm. Примечание: Рамка ссылается на коготь анкера подшипника или более низкого кожуха.
Нижняя поверхность акселератора должна быть плотно прилегающее к основанию, и местный зазор не должен быть больше чем 0,04 mm прежде чем болт затягиван. Статья 35 поверхность дуги охвата, верхний зазор и бортовой зазор между нося пусковой площадкой и шеей вала исполнит с обеспечениями документов оборудования технических. Если некоторый индекс не встречает, то он позволен отремонтировать и царапина, но когда ремонтировать и выскабливать нося пусковую площадку, внимание должны быть оплачены для того чтобы исправить различное axiality между ротором и покрывая герметизируя прибором, и сделать зазор между ротором и герметизируя прибором соответствовать обеспечениям документов оборудования технических (tiltable вал плитки должен соответствовать обеспечениям документов оборудования технических). Статья 36 осевая и радиальная скачка поддерживает каждой из частей ротора (шпинделя, турбинки, диска баланса, толкнутых диска и соединения, etc.) не превысит обеспечения документа оборудования технического. Статья 37 совместные поверхности верхнего и более низкого кожуха будет плотна, и позволяемое значение местного зазора будет соответствовать обеспечениям документов оборудования технических перед затягивать болты.
В отсутствии обеспечений, следующие будут соотвествованы:
Во-первых, давление работы ниже чем или равный до 10 kg force/cm 2, зазор не должен быть больше чем 0,12 mm (за исключением воздуходувки спекать); Когда давление работы выше чем 10 kg force/cm 2, зазор не должен быть больше чем 0,08 mm;
Ii. Болты соединения не должны быть повреждены. Если там герметизируют заполнитель или покрывают между совместными поверхностями, то он должен быть заполнен или покрыт равномерно согласно обеспечениям документов оборудования технических.
Когда акселератор будет собран, следующие будут соотвествованы (акселератор планетарной шестерни будет снабжен согласно обеспечениям документов оборудования технических):
I. Зазоры каждой из частей носить (верхний зазор, бортовой зазор, etc.), поверхности дуги охвата и точек соприкосновения в единственную поверхность исполнят с обеспечениями документов оборудования технических, и будут поцарапаны в случае необходимости;
Во-вторых, разбивочное расстояние, не-параллелизм, зазор зуба и точка соприкосновения между валами группы шестерни будут соответствовать обеспечениям документов оборудования технических;
Iii. Совместная поверхность верхних и более низких раковин коробки передач должна быть близка, и местный зазор не должен быть больше чем 0,06 mm прежде чем болты затягиваны, и проходные соединительные болты не должны быть повреждены. Статья 39 значение взаимодействия между верхней плиткой назад и нося крышкой (или крышкой железы) и контактирующей поверхностью между более низкой плиткой назад и нося отверстием будет соответствовать обеспечениям документов оборудования технических. Если никакая регулировка, то значение взаимодействия вообще 0.03-0.07 mm, и контактирующая поверхность вообще не будет чем 75%. Статья 40 когда мотор, паровая турбина и газовая турбина будут соединены с акселераторами, воздуходувками и компрессорами, различные axialities будет соответствовать обеспечениям документов оборудования технических.

Главные особенности
Применения
- Цемент
- Промышленный боилер
- Производство электроэнергии
- Химическая обработка
- Сгорани-поддержка
- Системы охлаждения
- Коррозионный газ
- Сушильщик
- Собрание пыли
- Принудили проект
- Вытыхание перегара
- Общая вентиляция
- Испепеление
- Наведенный проект

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов! Russian
Russian